
Technik Lexikon für Werkzeugfachbegriffe
Die Beiträge im LUMA Fachbegriffe Lexikon vermitteln praxisorientiert die technologischen und werkzeugspezifischen Grundlagen der Zerspanung. Der Leser erhält die Möglichkeit, sich schnell umfassend über den aktuellen Stand der Technik und moderne Entwicklungstrends zu informieren. Im folgenden erklären wir Begriffe die Sie in jedem Hersteller Katalog wiederfinden.
AlTiCrN - Schneidstoff Beschichtungen
Aluminiumtitan-Chromnitrid, kommt bevorzugt bei der Zerspanung von Materialien zum Einsatz, die auch zum Verkleben neigen. Auf Grund ihrer hohen Härte und des exzellenten Oxidationswiderstandes eignet sich AlTiCrN besonders für all jene Zerspanungsaufgaben, bei denen andere Beschichtungen an die Grenzen der thermischen Belastbarkeit stoßen.
Durch die glatte CrN-Oberfläche wird die Neigung zum Kaltaufschweißen beim Einsatz dieser Hartstoffbeschichtung wirkungsvoll reduziert. Die silberfarbene Schicht ist für die Bearbeitung von abrasiven, zum Verkleben neigenden Materialien wie Edelstahl, Grauguss, Si-reiche Aluminium-Legierungen, Aluminium und Aluminium-Legierungen, von Kupfer und anderen Nichteisenmetallen geeignet. Aber auch für die Zerspanung von Aluminium- und Magnesium-Spritzguss.
Chemische Bestandteile: Al, Ti, Cr, N
max. Einsatztemperatur: 800°C
Härte: ca. 3.000 HV
Reibungskoeffizient Stahl: 0,4
Schichtdicke: 2 – 4 µm
Farbe: silbergrau
AlTiN - Schneidstoff Beschichtungen
Aluminiumtitannitrid ist speziell für die Anforderungen beim Hochleistungsbohren und für das Fräsen von Gusseisen abgestimmt. Dank der speziellen Schichtstruktur zeichnet sie sich vor allem durch hervorragende Verschleißfestigkeit, hohe Heißhärte und eine optimierte, extrem glatte Oberfläche aus.
Chemische Bestandteile: Al, Ti, N
max. Einsatztemperatur: 1.200°C
Härte: ca. 3.500 HV
Reibungskoeffizient Stahl: 0,6
Schichtdicke: 2 – 4 µm
Farbe: violett
AlCr - Schneidstoff Beschichtungen
Aluminiumchrom, zeichnet sich nicht nur durch ihre einzigartige blaue Interferenzfarbe sondern auch durch eine sehr hohe Härte, Stabilität und Verschleißbeständigkeit aus. Die AlCr Beschichtung weist eine verbesserte Oberflächenqualität auf und ist bestens zum Fräsen und Bohren, für die Bearbeitung von Stahl von 35 bis > 54 HRc und die Bearbeitung von Edelstahl einsetzbar.
Chemische Bestandteile: Al, Cr
max. Einsatztemperatur: 1.000°C
Härte: ca. 3.400 HV
Reibungskoeffizient Stahl: 0,3
Schichtdicke: 1 – 4 µm
Farbe: blau-violett
AlCrN - Schneidstoff Beschichtungen
Aluminium-Chromnitrid, ist eine sehr harte Hochleistungsschicht für den Einsatz bei höchsten Temperaturen: Sie wurde für Anwendungen bis zu 1000° C entwickelt. Neben exzellenter Oxidationsbeständigkeit und Warmhärte zeichnen auch höchste Haftfestigkeit sowie eine verbesserte, glatte Oberfläche dieses Schichtsystem aus. Es ist von 35 bis über 54 HRc universell einsetzbar. Dadurch ist das Allroundtalent das perfekte PVD Schichtsystem für die Bereiche Hochleistungszerspanung, Fräsen, Bohren und Schneiden, Umformung und Stanzen sowie Trockenzerspanung für Edelstahl, Titan, Superlegierungen, Inconel, Guss und Al-Druckguss von 35 bis >54 HRc
Chemische Bestandteile: Al, Cr, N
max. Einsatztemperatur: 1.000°C
Härte: ca. 3.400 HV
Reibungskoeffizient Stahl: 0,3
Schichtdicke: 1 – 4 µm
Farbe: grau
Anlassen
Erwärmen von Stahl nach vorangegangenen Härten. Schnellstähle werden mehrfach im Temperaturbereich von 500 bis 600°C angelassen, wobei die Härte erhalten oder sogar gesteigert wird.
Anlassbeständigkeit
Maximaltemperatur, die ein Schnellstahl ohne Härteverlust erträgt.
Auslauf
Der Bereich der Nuten eines Werkzeugs, in dem der Querschnitt des Nutenprofils allmählich abnimmt. Die Form und Länge des Nutenauslaufs ergibt sich aus der Form der Schleifscheibe und ihrer Stellung zum Werkzeug beim Schleifen.
Austenitischer Stahl
Legierter Stahl, der bei der Abkühlung auf Raumtemperatur keine oder nur eine geringe Umwandlung von γ- zum α-Zustand durchläuft. Wichtige Vertreter dieser Stähle sind korrosions- und hitzebeständige Chromnickelstähle.
BN - Harte Schneidstoffe
BN steht für Kubisch-kristallines Bornitrid (polykristallines Bornitrid)
CC - Harte Schneidstoffe
CC steht für Schneidkeramik wie CA, CM, CN, jedoch beschichtet.
CA - Harte Schneidstoffe
CA steht für Schneidkeramik - Oxidkeramik vorwiegend aus Aluminiumoxid (Al2O3)
CM - Harte Schneidstoffe
Mischkeramik auf Basis von Oxiden und Nichtoxiden
CN - Harte Schneidstoffe
CN steht für Nitridkeramik vorwiegend aus Siliziumnitrid (Si3N4)
CNC
CNC ist die Abk. von engl. Computerized Numerical Control. Maschinensteuerung durch eingebauten Rechner.
CrCN Schneidstoff Beschichtungen
Chromcarbonnitrid, ist die beste Wahl für all jene Anwendungen, bei denen vor allem Abriebfestigkeit, Korrosions- und Oxidationsbeständigkeit sowie ein geringer Reibungskoeffizient gefragt sind. Die CrCN-Beschichtung zeichnet sich auch durch hohe Haftfestigkeit, sehr gute chemische Beständigkeit, hohe Temperaturbeständigkeit an der Luft und niedrige Spannung aus. Das Schichtsystem zeigt gute Gleiteigenschaften bei Minderschmierung. Die bei sehr geringer Sprödigkeit hohe Härte ermöglicht es, dickere CrCN-Beschichtungen (bis zu 10 µm) mit sehr guten Hafteigenschaften abzuscheiden.
Eines der Anwendungsgebiete der CrCN-Beschichtung ist die Zerspanung von Kupfer und anderen nicht-eisenbasierten Materialien. Diese Schicht schützt Fräser, Dreh-, Bohr- und Schneidwerkzeuge bei der Bearbeitung von Nichteisenmetallen – besonders aus Ti- und Cu-Legierungen.
Chemische Bestandteile: Cr, C, N
max. Einsatztemperatur: 600°C
Härte: ca. 2.300 HV
Reibungskoeffizient Stahl: 0,3-0,4
Schichtdicke: 2 – 6 µm (auch bis zu 10 µm möglich)
Farbe: silbergrau
CVD - Schneidstoff Beschichtungen
Abk. von engl. Chemical Vapour Deposition: chemisches Abscheiden aus der Dampfphase. Beschichtungsverfahren, bei dem Hartstoffschichten aus gasförmigen Komponenten bei hohen Prozesstemperaturen 900 bis 1.100°C auf dem Werkzeug ausgeschieden werden. Dieses Verfahren eignet sich besonders für die Beschichtung von Wendeschneidplatten. Aufgrund der hohen Prozesstemperatur ist dieses Verfahren jedoch für HSS und gelötete Werkzeuge ungeeignet. Auch Hartmetall kann verspröden. Da das CVD-Verfahren bislang die einzige Methode ist, um eine gut haftende Diamantbeschichtung zu erzeugen, wird sie deshalb auch für Vollhartmetallbohrer angewendet.
DP - Harte Schneidstoffe
DP steht für Polykristalliner Diamant - In der Norm DIN ISO 513 sind die harten Schneidstoffe und ihre Bezeichnungen festgelegt. Zu den harten Schneidstoffen gehören Hartmetalle, Schneidkeramik, Diamant und Bornitrid.
Dampfanlassen - Schneidstoff Beschichtungen
Das Dampfanlassen erfolgt bei Werkzeugen aus HSS, insbesondere bei Bohrern, indem man sie bei 520 bis 580°C einer Trockendampf-Atmosphäre aussetzt. Es bildet sich eine fest haftende Eisenoxidschicht mit einer Dicke von etwas 0,010mm. Sie erhöht die Oberflächenhärte und den Verschleißwiderstand. Darüber hinaus verbessert es die Korrosionsbeständigkeit, Gleiteigenschaften und baut durch den Anlasseffekt Schleifspannungen ab.
DXF
Abk. von engl. Darwin Exchange Format. Für AutoCAD entwickelt, ist DXF der derzeit von den meisten CAD-Systemen unterstützte Standard für den Austausch von Konstruktionsdaten.
ERP
Abk. von Enterprise Resource Planning. Vollständig integrierte Softwarelösungen für Fertigung, Finanzen, Logistik, Personal, Projekt und Vertrieb.
Härte
Werkstoffeigenschaft, die über den Widerstand gegen das Eindringen eines Prüfkörpers gemessen wird.
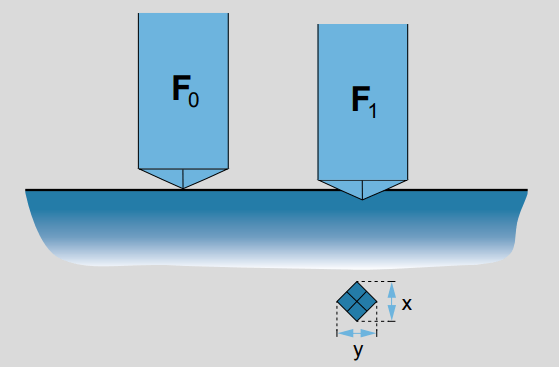 Die Härte wird nach dem Vickers-Eindruckverfahren gemäß EN 23 878 (ISO 3878) ermittelt Diamantpyramide
Die Härte wird nach dem Vickers-Eindruckverfahren gemäß EN 23 878 (ISO 3878) ermittelt Diamantpyramide 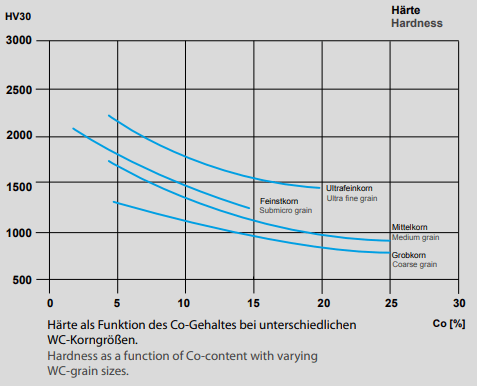 Härte als Funktion des Co-Gehaltes bei unterschiedlichen Hartmetall-Korngrößen.
Härte als Funktion des Co-Gehaltes bei unterschiedlichen Hartmetall-Korngrößen.
Harte Schneidstoffe
In der Norm DIN ISO 513 sind die harten Schneidstoffe und ihre Bezeichnungen festgelegt. Zu den harten Schneidstoffen gehören Hartmetalle, Schneidkeramik, Diamant und Bornitrid.
Hartmetall
Was ist Hartmetall? Hartmetall besteht aus Kompositstoffen, dessen Karbidteilchen mittels Bindemittel gebunden sind. Der Karbidanteil beträgt zwischen 70 und 97 %, bei einer Korngröße zwischen 0,4 bis 25 µm. Das Grundgefüge des Hartmetalls stellen Wolframkarbid (WC) und Kobalt (Co) dar, welches je nach Zusammensetzung andere Hartmetallarten ergeben.
Wolframkarbid bildet zudem die harte Phase, Kobalt dient im Gefüge als Binder. Neben den beschriebenen Zusammensetzungen mit Wolframkarbid und Kobalt gibt es weitere Rezepturen mit Titankarbid (TiC), Tantalkarbid (TaC) und Niobkarbid (NbC), sowie Legierungen mit Eisen (Fe), Chrom (Cr), Nickel (Ni) oder Molybdän (Mo). Metallurgisch
besteht Hartmetall aus zwei oder drei Phasen, welche als α-Phase (Wolframkarbid), β-Phase (Kobalt) und γ-Phase (Titankarbid, Tantalkarbid,…) bezeichnet werden.
Die Härte wird nach dem Vickers-Eindruckverfahren gemäß EN 23 878 (ISO 3878) ermittelt Diamantpyramide Härte als Funktion des Co-Gehaltes bei unterschiedlichen Hartmetall-Korngrößen.
Hartmetall - Bruchzähigkeit
Vorteile von Hartmetall - Bruchzähigkeit KIC " dynamische Belastung " - Die mechanischen Eigenschaften wie Festigkeit und Verformbarkeit eines Werkstoffs stehen in Zusammenhang mit statischen und dynamischen Belastungen. Dies stellt das Fundament des Begriffs „Zähigkeit“ dar, also als die „Fähigkeit einen Bruch zu vermeiden“.
Bestimmt wird die Zähigkeit anhand der Palmqvist-Methode. Hierbei kommt der kritische Spannungsintensitätsfaktor KIC zum Tragen. Die Zähigkeit selbst steht in Zusammenhang mit dem Bindemittelgehalt
und der WC-Korngröße und nimmt beim Anstieg beider Faktoren zu. Die Zähigkeit von Hartmetall liegt erheblich unter jener von Stahl und wird als eher gering eingestuft. Dies ist aber aufgrund der vielen Legierungen nicht zu verallgemeinern.
Mit einem steigenden Bindemittelgehalt als auch einer steigenden WC-Korngröße nehmen die Zähigkeitswerte zu.
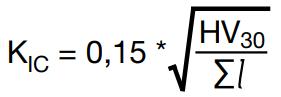
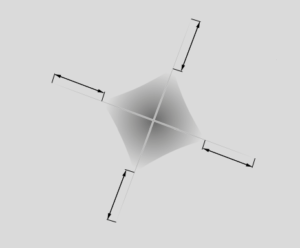 Hartmetall Bruchzähigkeit - Die Palmqvist-Methode benutzt die Eckrißlänge eines VickershärteEindruckes zur Bestimmung der Bruchzähigkeit The Palmqvist method uses the length of the corner crack of a Vickers hardness indentation to determine the toughness.
Hartmetall Bruchzähigkeit - Die Palmqvist-Methode benutzt die Eckrißlänge eines VickershärteEindruckes zur Bestimmung der Bruchzähigkeit The Palmqvist method uses the length of the corner crack of a Vickers hardness indentation to determine the toughness. 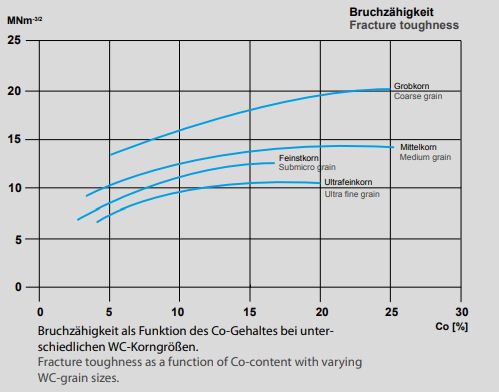 Hartmetall Bruchzähigkeit als Funktion des Co-Gehalts bei verschiedenen Korngrößen Toughness as a function of Co content with different grain sizes.
Hartmetall Bruchzähigkeit als Funktion des Co-Gehalts bei verschiedenen Korngrößen Toughness as a function of Co content with different grain sizes.
Hartmetall - Biegebruchfestigkeit
Vorteile von Hartmetall - Biegebruchfestigkeit „statische Belastung”. Die mechanische Festigkeit des Hartmetalls nennt man Biegebruchfestigkeit. Diese wird mit der Biegebruchfestigkeitsprüfung bestimmt. Das genormte Prüfungsverfahren wird mit formgesinterten oder geschliffenen Probestücken durchgeführt und muss mehrmals wiederholt werden, da der Mittelwert mehrerer Versuche herangezogen wird. Das Verfahren an sich beinhaltet die Prüfung einer Probe, welche auf zwei Auflager gelegt und mittig bis zum Bruch belastet wird. Die Biegebruchfestigkeit sinkt mit steigender Temperatur.
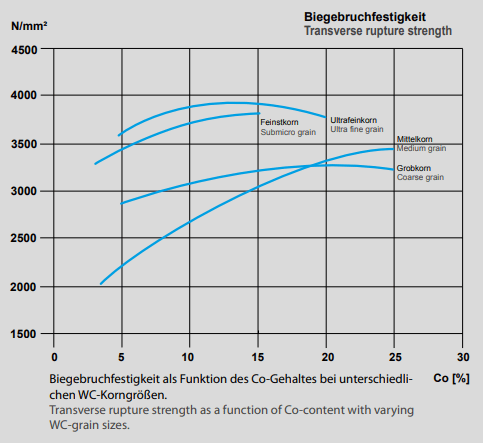 Hartmetall Vorteile - Biegebruchfestigkeit als Funktion des Co-Gehaltes bei unterschiedlichen WC-Korngrößen. Transverse rupture strength as a function of Co-content with varying WC-grain sizes.
Hartmetall Vorteile - Biegebruchfestigkeit als Funktion des Co-Gehaltes bei unterschiedlichen WC-Korngrößen. Transverse rupture strength as a function of Co-content with varying WC-grain sizes.
Hartmetall - Druckfestigkeit
Vorteile von Hartmetall - Druckfestigkeit. Eine der wichtigsten Eigenschaften des Hartmetalls stellt die Druckfestigkeit dar welche nach einem genormten Prüfverfahren ermittelt wird. Hierbei ist zu erwähnen, dass die plastische Deformation mit steigendem Druck sinkt. Die Druckfestigkeit steigt mit sinkendem Bindemittelanteil und sinkender Korngröße. Sie sinkt wiederum mit steigender Temperatur.
Hartmetall - Härte
Vorteile von Hartmetall - Härte. Eines der herausragenden Merkmale des Hartmetalls ist die Verschleißfestigkeit wodurch eine hohe Zuverlässigkeit gewährt ist. Physikalische Belastung, Schlag, Deformation, hohe Temperaturen, Korrosion oder hoher Druck sind Anforderungen denen Hartmetall als einziger Werkstoff entspricht. Für Werkzeuge zur Metallbearbeitung dient Hartmetall als optimaler Werkstoff, der auch bereits in vielen anderen Konstruktionsbereichen seine Verwendung findet. Durch die Beschichtung des Hartmetalls lassen sich dessen Anwendungsbereiche erweitern und verbessern. Im Laborversuch generiert man für bestimmte Anwendungsbereiche Richtwerte, welche in weiterer Folge im Praxistest optimiert werden.
Die Härte wird nach dem Vickers-Eindruckverfahren gemäß EN 23 878 (ISO 3878) ermittelt Diamantpyramide Härte als Funktion des Co-Gehaltes bei unterschiedlichen Hartmetall-Korngrößen.
Hartmetall - Warmfestigkeit
Vorteile von Hartmetall - Warmfestigkeit. Die Festigkeit der Hartmetalle bei erhöhten Temperaturen ist das Charakteristikum dieser Legierungen und macht sie dadurch so unentbehrlich für den technischen Einsatz. Sie wird statisch bei Druck- wie auch dynamisch für Biege- und Wechselbelastungen ausgenutzt.
Insbesondere bei den Schneidhartmetallen bedient man sich der vorzüglichen Druckfestigkeit bei Temperaturen bis zu 1100°C an der Spanfläche.
In der Umformtechnik treten derartig hohe Temperaturen nicht auf. Der Bereich höherer Temperaturn sollte aber dennoch nicht verwendet werden, weil die Festigkeitseigenschaften der meist hochkobaldhaltigen Hartmetalle ohnehin geringer sind und wegen des hohen Cobalt Gehaltes diese dann signifikant schnell weiter abfallen.
Unter erhöhten Temperaturen ist auch die Druckfestigkeit noch signifikant hoch; eine Anwendung zur Warmumformung bzw. generell zur Umformung von Materialien, bei denen immer Wärme frei wird, wäre sonst nicht möglich. Das Elastizitätsmodul von Hartmetall ist etwa dreimal so hoch wie jenes von Stahl, verringert sich unter Temperatureinwirkung und liegt jedoch immer noch über jenem von Stahl.
Hartmetall - Wärmeverhalten
Vorteile von Hartmetall - Wärmeverhalten. Wolframkarbid hat eine sehr niedrige Längsdehnungszahl – die Werte sind verglichen mit ferritischem- und martensitischem Stahl nur etwa halb so groß. Austenitischer Stahl steht im Verhältnis 1:3. Die Wärmeleitfähigkeit von unlegiertem Stahl ist circa halb so hoch wie die von Hartmetall. Ein maßgebender Faktor zur Senkung der Wärmeleitfähigkeit stellt die Wolframkarbidkorngröße dar.
Hartmetall - Zugfestigkeit
Vorteile von Hartmetall - Zugfestigkeit. Die Ermittlung der Zugfestigkeit erweist sich als äußerst schwierig, da ein präzises Testergebnis sehr stark von der Vorbereitung der Probe und den Belastungen an den Halterungen abhängig sind. Die daraus resultierenden Spannungen sind äußerst komplex. Die Zugfestigkeit lässt sich von der Biegebruchfestigkeit ableiten.
HB10F - BOEHLERIT®
Feinstkornhartmetall für rundlaufende Vollhartmetallwerkzeuge. Zur spanenden Bearbeitung von NE-Metallen, Alu-Legierungen, faserverstärkten Kunststoffen, Graphit, Gusswerkstoffen niedriger und mittlerer Härte, Hartguss, gehärteten Stählen.
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HB20F - BOEHLERIT®
Feinstkornhartmetall für rundlaufende Vollhartmetallwerkzeuge. Zur spanenden Bearbeitung von Grauguss, Temperguss, unlegierten Stählen, Superlegierungen, Titan und Titanlegierungen, NE-Metallen, hochwarmfesten Stählen, Kunststoffen.
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HB30F - BOEHLERIT®
Feinstkornhartmetall für rundlaufende Vollhartmetallwerkzeuge. Zur spanenden Bearbeitung von rost-, säure- und hitzebeständigen Stählen, Chrom-, Nickel-Kobalt legierten Stählen, Titanlegierungen, und Kunststoffen.
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HB20UF - BOEHLERIT®
Ultrafeinkornsorte für die Bearbeitung von Verbundwerkstoffen sowie für die HSC Bearbeitung
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HB44UF - BOEHLERIT®
Ultrafeinkornsorte mit idealer Verbindung von Verschleißfestigkeit und Zähigkeit. Besonders für alle rundlaufenden Werkzeuge im Bereich der HSC-Technologie und der Bearbeitung von gehärteten Stählen bis 64 HRC geeignet.
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HB40T - BOEHLERIT®
Fein-/Mittelkornsorte mit idealer Verbindung von Zähigkeit und Verschleißfestigkeit für die Schruppbearbeitung von Titanwerkstoffen.
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
HC - Harte Schneidstoffe
Hartmetall wie HT oder HW, jedoch beschichtet. In der Norm DIN ISO 513 sind die harten Schneidstoffe und ihre Bezeichnungen festgelegt. Zu den harten Schneidstoffen gehören Hartmetalle, Schneidkeramik, Diamant und Bornitrid.
HPC
Abk. von engl. High Performance Cutting. Technologischer Ansatz zur Steigerung der Produktivität in der Fertigung durch Optimierung der gesamten Prozesskette. Beim Bohren erfordert HPC eine Steigerung der Schnittgeschwindigkeit und des Vorschubs.
HSS - HSS-Schneidstoffe
HSS ist die Abk. von engl. High Speed Steel. International gebräuchliche Abkürzung für Hochleistungsstahl.
Vorzüge von HSS-Schneidstoffen:
- hohe Zähigkeit
- leicht Bearbeitbarkeit
- niedrige Herstellungskosten
Schnellarbeitsstähle lassen sich in vier wichtige Gruppen einteilen HSS / HSS-E / HSS-E Co8 / HSS-E-PM:
HSS / Hochleistungs-Schnellarbeitsstahl eignet sich besonders für allgemeine Anwendungen.
Werkstoff-Nummer: 1.3343
Kurzname: S 6-5-2
Legierungslementgehalt (%) W 6,5/Mo 5,0/V 2,0/C 0,82/Cr 4,0
HSS-E - HSS-Schneidstoffe
HSS-E ist ein Hochleistungsstahl mit erhöhter Leistungsfähigkeit, insbesondere hohe Wärmebelastung. HSS-E enthält mindestens 4,5% Kobalt oder mindestens 2,6% Vanadium.
Vorzüge von HSS-Schneidstoffen:
- hohe Zähigkeit
- leicht Bearbeitbarkeit
- niedrige Herstellungskosten
Schnellarbeitsstähle lassen sich in vier wichtige Gruppen einteilen HSS / HSS-E / HSS-E Co8 / HSS-E-PM:
Kobaltlegierter Schnellarbeitsstahl / HSS-E mit einem Kobaltgehalt von 5% für erhöhte Beanspruchung, insbesondere hohe Wärmebelastung.
Werkstoff-Nummer: 1.3243
Kurzname: S 6-5-2-5
Legierungslementgehalt (%) W 6,0/Mo 5,0/V 2,0/Co 5,0/C 0,82/Cr 4,5
HSS-E Co8 - HSS-Schneidstoffe
HSS-E Co8 ist ein Hochleistungsstahl mit erhöhter Leistungsfähigkeit, verbesserte Warmhärte, Anlassbeständigkeit und Verschleißfestigkeit. HSS-E Co8 enthält mindestens 8% Kobalt.
Vorzüge von HSS-Schneidstoffen:
- hohe Zähigkeit
- leicht Bearbeitbarkeit
- niedrige Herstellungskosten
Schnellarbeitsstähle lassen sich in vier wichtige Gruppen einteilen HSS / HSS-E / HSS-E Co8 / HSS-E-PM:
Kobaltlegierter Schnellarbeitsstahl / HSS-E Co8 mit einem Kobaltgehalt von 8%, mit verbesserter Warmhärte, Anlassbeständigkeit und Verschleißfestigkeit.
Werkstoff-Nummer: 1.3243
Kurzname: S 6-5-2-5
Legierungslementgehalt (%) W 1,5/Mo 9,5/V 1,2/Co 8,25/C 1,08/Cr 4,0
HSS-E-PM - HSS-Schneidstoffe
HSS-E-PM ist ein pulvermetallurgisch hergestellter Schnellstahl mit feinem gleichmäßigem Gefüge und meist erhöhtem Gehalt an Legierungselementen. HSS-E-PM hat dadurch eine hohe Verschleißfestigkeit und Wärmebelastbarkeit bei hoher Zähigkeit.
Vorzüge von HSS-Schneidstoffen:
- hohe Zähigkeit
- leicht Bearbeitbarkeit
- niedrige Herstellungskosten
Schnellarbeitsstähle lassen sich in vier wichtige Gruppen einteilen HSS / HSS-E / HSS-E Co8 / HSS-E-PM:
Pulvermetallurgisch hergestellter Schnellarbeitsstahl / HSS-E-PM mit einem sehr hohen Gehalt an Legierungselementen, der sich durch ohe Verschleißbeständigkeit und Wäremebelastbarkeit bie unvermindert hoher Zähigkeit auszeichnet.
Werkstoff-Nummer: Handelsbz. ASP30
Kurzname: Handelsbz. ASP30
Legierungslementgehalt (%) W 6,4/Mo 5,0/V 3,1/Co 8,5/C 1,28/Cr 4,2
HSC
HSC steht für High Speed Cutting. Spanende Bearbeitung mit hohen Schnittgeschwindigkeiten.
HW - Harte Schneidstoffe
Unbeschichtetes Hartmetall vorwiegend aus Wolframkarbid (WC). In der Norm DIN ISO 513 sind die harten Schneidstoffe und ihre Bezeichnungen festgelegt. Zu den harten Schneidstoffen gehören Hartmetalle, Schneidkeramik, Diamant und Bornitrid.
HT - Harte Schneidstoffe
Unbeschichtetes Hartmetall vorwiegend aus Titan- und Tantalkarbid (TiC, TaC). In der Norm DIN ISO 513 sind die harten Schneidstoffe und ihre Bezeichnungen festgelegt. Zu den harten Schneidstoffen gehören Hartmetalle, Schneidkeramik, Diamant und Bornitrid.
K10 - Hartmetall
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
Werkstoff:
K10 - Co6% - Korngröße normal (1,5 μm) - Härte 1.650 HV
K20F Hartmetall
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
K20F - Co 6-7% - Korngröße fein (1 μm) - Härte 1.650 - 1.800 HV
K30F Hartmetall
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
K30F - Co 10% - Korngröße feinst (0,7-0,8 μm) - Härte 1.550 HV
K44XF Hartmetall
Hartmetall wird in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber der traditionell in diesem Bereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
- höhere Härte und Verschleißfestigkeit,
- höhere Warmhärte,
- höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als Schnellarbeitsstahl) ermöglicht die Einsatz von höheren Drehzahlen,
- schärfere Schneidkanten (keine Gratbildung beim Schleifen)
Hartmetall ist ein gesinterter Schneidstoff. Er besteht aus Kobalt, das als Bindemittel dient und Hartstoffen auf Karbidbasis, zB Wolframkarbid, Titankarbid oder Tantalkarbid. Die Eigenschaften der verschiedenen Hartmetallsorten werden im wesentlichen durch das Verhältnis von Bindemetallanteil zu Hartstoffanteil, die Korngröße der Hartstoffe sowie die Sinderbedingungen bestimmt. Mit zunehmendem Kobaltgehalt steigen die Zähigkeit und Biegebruchfestigkeit, zugleich sinken die Härte und Druckfestigkeit. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4% und 14%. Bei der Entwicklung moderner Hartmetalle zielt man auf eine Verringerung der Korngröße ab. Hierdurch wird es möglich, ein günstigeres Verschleißverhalten zu erzielen und schärfere Schneidkanten mit einer geringeren Schartigkeit herzustellen.
Hartmetall ist in Zerspanungs-Anwendungsgruppen eingeteilt. Diese stellen die Materialeigenschaften sicher und geben die Eignung bestimmter Kombinationen aus Werkstoff, Bearbeitungsverfahren und Zerspan-Bedingungen an. Die Kennzeichnung erfolgt durch einen Buchstaben mit einer nachgestellten Zahl. Kleine Zahlen bedeuten hohe Härte und Verschleißfestigkeit, aber geringe Zähigkeit. Während große Zahlen für hohe Zähigkeit, aber geringe Härte und Verschleißfestigkeit stehen. Feinkornhartmetalle werden von einigen Werkzeugherstellern durch ein angehängte > F < gekennzeichnet.
K44XF - Co 12% - Korngröße ultrafein (0,5 μm) - Härte 1.700 HV
MoS2 - Schneidstoff Beschichtungen
Moderne Fertigungsprozesse ermöglichen die Erzeugung mehrlagiger Beschichtungen aus verschiedenen Hartstoffen. Molybdändisulfid, als Festschmierstoff wird häufig und erfolgreich als Gleitschicht auf Hartstoffschichten abgeschieden. Die deutliche und lang anhaltende Verbesserung des Reibwiderstandes steigert die Gesamtstandzeit und wirkt gegen adhäsiven Verschleiß. Auch die Beschichtung von Bauteilen zur Verbesserung der Reibungsbedingungen, ohne vorherige Hartstoffschicht, ist möglich! Diese Beschichtung eignet sich besonders als Zusatzbeschichtung bei Gewindebohrern auf TiN oder TiCN Hartstoffschichten.
Chemische Bestandteile: Mo, S
Härte: <50HV
Farbe: schwarzgrau, silbergrau
Nichtrostender Stahl
Korrosionsbeständiger Stahl oder umgangssprachlich Edelstahl, siehe auch austenitischer Stahl.
Nitrieren - Schneidstoff Oberflächenbehandlungen
Nitriert werden HSS-Werkzeuge bei 530 bis 570°C in einem Stickstoff abgebenden Medium. In der Oberfläche reichert sich Stickstoff und zum Teil auch Kohlenstoff an, wodurch die Neigung, Kalt-aufschweißungen und Aufbauschneiden zu bilden abnimmt. Mit der Oberflächenhärte steigt auch der Verschleißwiderstand.
Abk. von engl. Portable Document Format. Dateiformat zum plattformunabhängigen Austausch von Dateien.
PKD
Abk. von Polykristallinger Diamant. Schneidstoff mit großer Härte für die Bearbeitung von Nichteisenmetallen.
PVD - Schneidstoff Beschichtungen
Abk. von engl. Physical Vapour Deposition: physikalisches Abscheiden aus der Dampfphase. Beschichtungsverfahren, bei denen der Beschichtungswerkstoff durch pysikalische Methoden in die dampfförmige Phase überführt wird und sich bei relativ niedrigen Temperaturen (500°C) auf dem Werkzeug niederschlägt. Mit dieser Beschichtung lassen sich sogar Stahlwerkstoffe beschichten, ohne dass es zu einer Härtereduzierung oder Versprödung kommt.
Schnellarbeitsstahl
Auch Schnellstahl oder HSS genannt. Hochlegierter Werkzeugstahl mit einer Anlassbeständigkeit von ca. 600°C, der dadurch wesentlich höhere Schnittgeschwindigkeiten als andere Werkzeugstähle zB CV Chromvanadium ermöglicht.
Temperaturbeständigkeit
Verschleißverhalten eines Schneidstoffs bei höheren Temperatur; bei Schnellstählen entspricht die Temperaturbeständigkeit der Anlassbeständigkeit.
Temperaturwechselbeständigkeit
Verschleißverhalten eines Schneidstoffs bei rasch wechselnden Temperaturen. Insbesondere spröde Schneidstoffe reagieren auf häufige Temperaturwechsel mit Mikrorissen und dadurch mit erhöhtem Verschleiß.
Temperaturwechselbeständigkeit
Verschleißverhalten eines Schneidstoffs bei rasch wechselnden Temperaturen. Insbesondere spröde Schneidstoffe reagieren auf häufige Temperaturwechsel mit Mikrorissen und dadurch mit erhöhtem Verschleiß.
TFL - Schneidstoff Beschichtungen
Abk. von TINAL® Futura LINE. Mehrlagenbeschichtung auf der Basis von TiAlN. TITEX Beschichtung für optimierte Temperaturbeständigkeit
<h3,>TFT - Schneidstoff Beschichtungen
Abk. von TINAL® FUTURA TOP. Mehrlagenbeschichtung auf der Basis von TiAlN mit mechanischer Nachbehandlung zur Glättung der Oberfläche. TITEX Beschichtung für optimierten Spanfluß
TiN - Schneidstoff Beschichtungen
Titannitrid, der älteste gebräuchliche Hartstoff für die Beschichtung, stellt aufgrund seines ausgewogenen Verhältnisses zwischen Härte, Verschleißfestigkeit und Gleiteigenschaften (Reibungskoeffizient) auch heute noch ein "Allroundmaterial" für viele Anwendungen des Bohrens und Gewindebohrens dar.
Chemische Bestandteile: Ti, N
max. Einsatztemperatur: 500°C
Härte: ca. 2.300 HV
Reibungskoeffizient Stahl: 0,6
Schichtdicke: 1 – 4 µm
Farbe: golden
TiAlN - Schneidstoff Beschichtungen
Titanaluminiumnitrid, kommt zum Einsatz wenn hohe Anforderungen hinsichtlich der Hitzebeständigkeit und Verschleißfestigkeit von Werkzeugen gestellt werden. Die thermische Stabilität und der geringe Reibungskoeffizient der TiAlN-Beschichtung erbringen besonders beim Bohren von Stahl (bis 54 HRc) hervorragende Ergebnisse. Bohrer, Fräser und andere Werkzeuge weisen eine bessere Oberflächenqualität auf, längere Standzeiten und auch höhere Schnittgeschwindigkeiten können durch das Aufbringen der Beschichtung realisiert werden. Weitere Vorteile sind die Möglichkeit der Trockenbearbeitung und die Reduzierung von Kühlschmierstoff. Aufgrund der raueren Oberfläche als zB TiN oder TiCN Beschichtungen ist dieser Hartstoff nicht besonders für die Verwendung bei Tiefloch-Bohrwerkzeugen oder -Gewinde-Bohrwerkzeugen geeignet.
Chemische Bestandteile: Ti, N, Al
max. Einsatztemperatur: 800°C
Härte: ca. 3.000 HV
Reibungskoeffizient Stahl: < 0,5
Schichtdicke: 2 – 4 µm
Farbe: bronzefarben
TiAlCN - Schneidstoff Beschichtungen
Titanaluminiumcarbonnitrid, ist eine mehrlagige Beschichtung. Der temperaturbeständige Unterbau aus TiAlN in Verbindung mit einer harten und gleitgünstigen TiCN-Toplage ergibt eine perfekte Kombination, die deutliche Vorteile in vielen Anwendungsbereichen bringt. TiAlCN Beschichtungen erzielen eine deutlich höhere Verschleißbeständigkeit und einen hohen Oxidationswiderstand. Deshalb wird diese Beschichtung gerne beim Bohren von Stahl eingesetzt. Zu den bevorzugten Anwendungsbereichen zählen neben Hartmetall- und HSS-Werkzeugen auch Cermet-Werkzeuge und alle Stahlsorten (geschmiert, MMS oder trocken).
Chemische Bestandteile: Ti, C, N, Al
max. Einsatztemperatur: 800°C
Härte: ca. 3.000 HV
Reibungskoeffizient Stahl: 0,2
Schichtdicke: 2 – 4 µm
Farbe: altrosa
TiCN - Schneidstoff Beschichtungen
Titankarbonnitrid, bietet eine höhere Verschleißfestigkeit als TiN-Beschichtungen. Diese Hartstoffbeschichtung zeichnet sich mit einem hohen Härtegrad und einem niedrigen Reib-Koeffizient aus und eignet sich daher besser für Gewindebohrer als TiAlN.
Chemische Bestandteile: Ti, C, N
max. Einsatztemperatur: 500°C
Härte: ca. 3.000 HV
Reibungskoeffizient Stahl: 0,2
Schichtdicke: 1 – 4 µm
Farbe: violett
Toleranzklasse (von Gewindebohrern)
Buchstaben-/Ziffernkombination zB 6H, bei der die Ziffer den Toleranzgrad, das heißt die Genauigkeit des Gewindes und der Buchstabe die Toleranzfeldlage (große Buchstaben für Innengewinde, kleine Buchstaben für Außengewinde) bezeichnet.
Verwendung von Hartmetall
Hartmetalle werden in zunehmendem Maß als Schneidstoffe für rotierende Werkzeuge, insbesondere Bohrer und Fräser, eingesetzt. Gegenüber den traditionell in diesem ereich verwendeten Schnellarbeitsstählen weisen sie folgende Vorteile auf:
-höhere Härte und Verschleißfestigkeit
-Höhere Warmhärte
-höhere Steifigkeit (2,5- bis 3-fach größerer Elastizitätsmodul als HSS
-schärfere Schneidkanten (keine Gratbildung beim Schleifen)
VHM
VHM ist die Abkürzung von Vollhartmetall. Hartmetall ist ein Schneidstoff hoher Härte und Temperaturbeständigkeit, vorwiegend bestehend aus Wolfram-karbid als Hartstoff und Kobalt als Bindemetall. VHM-Werkzeuge sind ganz aus Hartmetall gefertigt, im Gegensatz zu solchen, bei denen nur die Schneiden aus Hartmetall bestehen. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4 und 14%. Kleinere Korngrößen verbessern das Verschleißverhalten und ermöglichen schärfere Schneidkanten mit einer geringen Schartigkeit herzustellen.
Vollhartmetall
Vollhartmetall Abk. VHM. Hartmetall ist ein Schneidstoff hoher Härte und Temperatur-beständigkeit, vorwiegend bestehend aus Wolframkarbid als Hartstoff und Kobalt als Bindemetall. VHM-Werkzeuge sind ganz aus Hartmetall gefertigt, im Gegensatz zu solchen, bei denen nur die Schneiden aus Hartmetall bestehen. Der Kobaltgehalt variiert bei üblichen Hartmetallsorten zwischen 4 und 14%. Kleinere Korngrößen verbessern das Verschleißverhalten und ermöglichen schärfere Schneidkanten mit einer geringen Schartigkeit herzustellen.
Vorschub beim Bohren
Pro Umdrehung zurückgelegter Weg der Schneide in Achsrichtung des Werkzeugs.
Vorschub beim Fräsen
Pro Umdrehung zurückgelegter Weg der Schneide in Achsrichtung des Werkzeugs.
Vorschub beim Gewindebohren
Pro Umdrehung zurückgelegter Weg der Schneide in Achsrichtung des Werkzeugs.
Vorweite
Werkstattbegriff: Nach DIN ISO 1502 (Lehren und Lehrung metrischer ISO-Gewinde) darf sich der Ausschusslehrdorn von Hand ohne Anwendung besonderer Kraft von beiden Seiten nicht mehr als zwei Umdrehungen in das Werkstückgewinde einschrauben lassen.
WC/C - Schneidstoff Beschichtungen
Wolframcarbid–Kohlenstoffschicht, sorgt vor allem für eine deutliche Reduzierung von Reibung und Adhäsionsverschleiß. Die WC/C-Beschichtung ist für den Einsatz an Werkstoffen geeignet, die mit einer Beschichtungstemperatur ab 300°C belastbar sind. Hier führt die Verminderung der Reibung durch die Schicht zu einer deutlichen Verbesserung der Gleitfähigkeit bei diversen Werkzeugen, Komponenten und Bauteilen. Die reibungsreduzierende Wirkung eignet sich z. B. auch bei hartstoffbeschichteten Zerspanungswerkzeugen.
Chemische Bestandteile: WC, C
max. Einsatztemperatur: 400°C
Härte: ca. 1.000 HV
Reibungskoeffizient Stahl: 0,2 - 0,25
Schichtdicke: 2 – 5 µm
Farbe: dunkelgrau
Werkstoffgruppen
Werkstoffe werden abhängig von Ihrer Beschaffenheit und Zerspanbarkeit in verschiedene Klassen aufgeteilt. Stahl, Rostfreier Stahl, Grauguss, NE-Metalle, Hochwarmfest, Harte Werkstoffe, Kunststoffe, etc.
Weldon - Werkzeug Schaft
Bezeichnung für Zylinderschäfte mit seitlicher Mitnahmefläche (ähnlich DIN 1835-B oder DIN 6535 Form HB) für Seitenspannfutter. Erreichen nicht die hohen Rundlaufgenauigkeiten der Dehn- und Schrumpffutter.
Whistle Notch - Werkzeug Schaft
Bezeichnung für Zylinderschäfte mit geneigter, seitlicher Spannfläche (ähnlich DIN 1835-E oder DIN 6535 Form HE) für Seitenspannfutter. Erreichen nicht die hohen Rundlaufgenauigkeiten der Dehn- und Schrumpffutter.
UFL - Nutgeometrie
Abk. von Universal-Flachnut. Weit geöffnetes Nutenprofil mit besonders guter Spanförderleistung.
Zähigkeit
Widerstand eines Schneidstoffs gegenüber Rissen und Ausbrüchen an der Schneide.
Zerspanungs-Hauptgruppen
Zur Klassifizierung von harten Schneidstoffen wird ein System in Form einer Buchstaben-Ziffernkombination verwendet zB K10. Die Buchstaben stehen dabei für die Zerspanungs-Hauptgruppen.
ZrN Schneidstoff Beschichtungen
Zirkoniumnitrid durch exzellente Korrosions- und Verschleißbeständigkeit. Sie ist biokompatibel, von hoher Zähigkeit und sehr beständig gegen abrasiven Verschleiß. Die hervorragenden tribologischen Eigenschaften zusammen mit der attraktiven hellgelben Farbe machen ZrN zu einem bevorzugten Schichtsystem auch für die optische Veredelung.
Die ZrN-Beschichtung wird speziell in der Zerspanung für die Bearbeitung von Aluminium-Legierungen und Titan eingesetzt. Darüber hinaus ist sie eine gute Wahl für die Bearbeitung nicht-eisenhaltiger Metalle. Auch für die Bearbeitung von Fiberglas, Nylon und der Mehrzahl der Polymerwerkstoffe kann der Einsatz der ZrN-Schicht empfohlen werden.
Chemische Bestandteile: Zr, N
max. Einsatztemperatur: 600°C
Härte: ca. 2.800HV
Reibungskoeffizient Stahl: 0,5
Schichtdicke: 1 – 4 µm
Farbe: hellgelb